 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
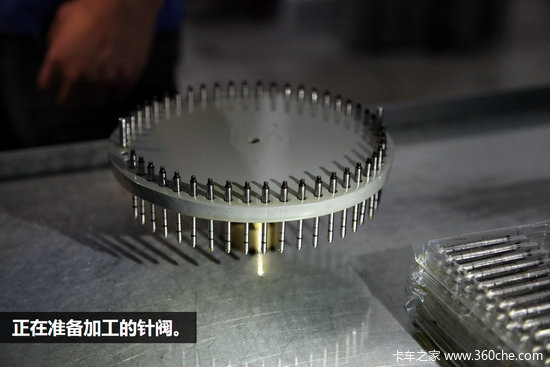
来卡车之家App接下来我们再看看喷油嘴的另一个重要组成——针阀是怎么加工生产的。
步骤一:针阀粗打磨成毛坯

经过热处理的针阀经过粗打磨之后,形成毛坯,在后面的工序继续进行精细打磨。
步骤二:检测针阀毛坯尺寸
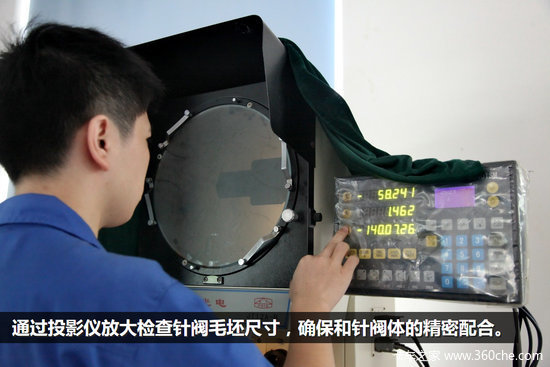
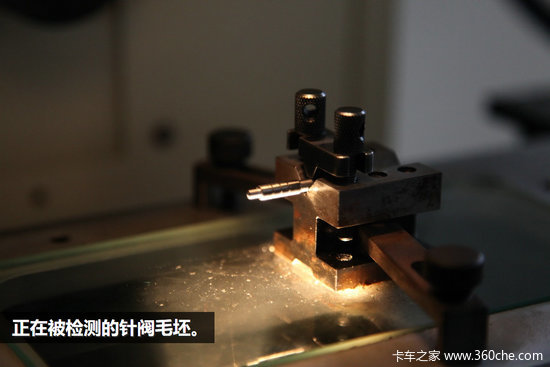
首先需要检查确认针阀毛坯的尺寸,通过投影仪放大检查,确保和针阀体的精密配合。
步骤三:加工针阀角度
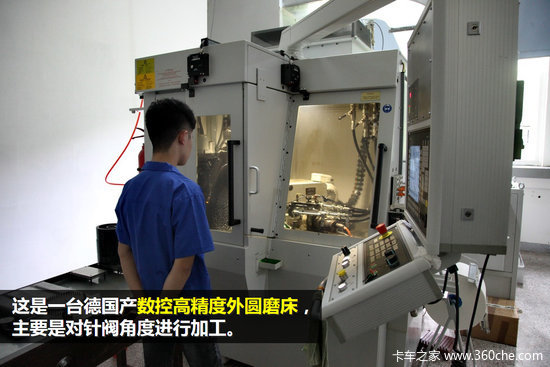
检测过的针阀被送到德国产数控高精度外圆磨床进行加工,这一步主要是对折法的角度进行加工。
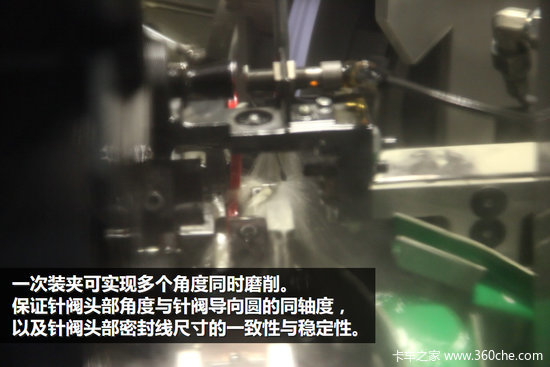
一次装夹可以实现多个角度同时磨削。一次性加工的好处还是为了保证针阀头部角度和针阀导向圆的同轴度,以及针阀头部密封线尺寸的一致性与稳定性。
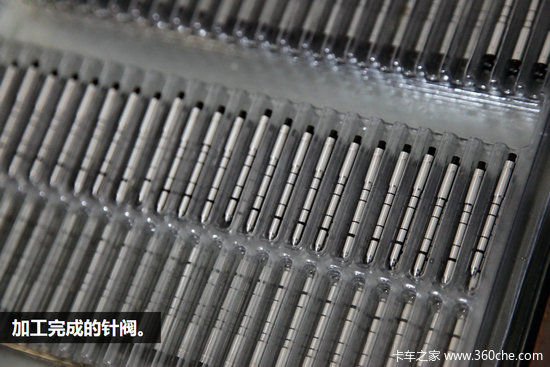
步骤四:切磨针阀大小外圆
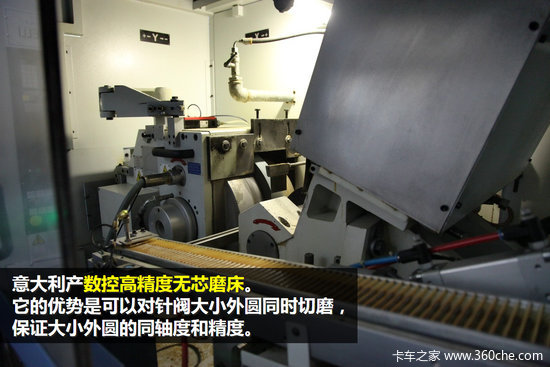
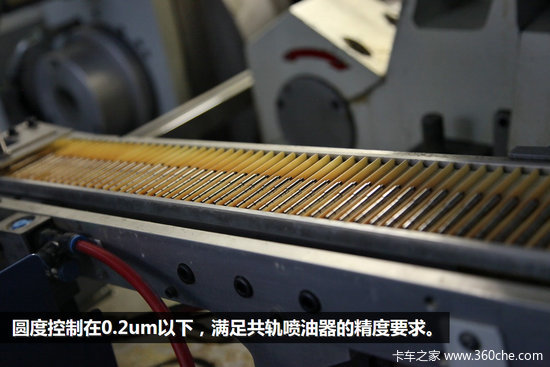
最后需要对针阀的大小外圆进行切磨,这是由意大利产的数控高精度无芯磨床完成。针阀的圆度需要控制在0.25μm以上,这样才能满足共轨喷油器的精度要求。
惊爆降价促销 陕西德龙6x4自卸车29万元
今天卡车之家从陕西弘德重型汽车销售有限公司了解到,店内现有陕汽德龙 6x4 自卸车促销,促销期间优惠5.28万元,颜色为公爵黄色.促销时间为2014年11月... 2014年11月05日关于我们 联系我们 工作机会 网站地图 企业账号申请 广告合作| iPhone客户端 / Android客户端| 手机版 | 意见反馈
营业执照增值电信业务经营许可证广播电视节目制作经营许可证经营许可证编号:京ICP证080575号 / 京ICP备09080840号 京公网安备11010502035781号
京公网安备11010502035781号
Copyright ©2009 www.360che.com All Rights Reserved. 卡车之家 版权所有



{kind=link}
{kind=link}