 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
来卡车之家App● 1.简介
很多种类的构成操作通常用在商用车企业。制造商将切割,折叠,滚动还有弯曲半成品,挤压生产一辆或一个配件。
这些操作,一些像切割,钻孔的可以被编成和自动化,根据我们在本章里总结的规则而执行。在某些案例一些国家他们也标准化,相关标准根据他们已存在的。
在一些案例中,用设备制造铝是非常重要的。
大部分使用在商用车上的铝合金属于铝镁合金(5000系列)家族的,滚动产品或铝硅镁家族(6000系列)挤压产品。
1.1.合金5000系列
在柔软的条件下,5000系列合金有很好的形成属性,当被建议在弯曲压力和极限抗拉强度和伸长水平之间的差异下。
当金属通过机械冷加工后被硬化,他也许需要改进其延展性以便通过机器或手工继续形成。通过退火完成,这个过程很容易通过熔炉或焊枪完成,用动物脂作为温度的指标,将棕色的灯转换至340°C。热指示蜡笔或一个高温计的棒也许会被使用。
如有需要,内部间的退火会在修整操作间被重复,然而,这有一个黄金原则:指退火的金属,如果很难工作,换句话说当加工硬化的比率比相同的所谓的重要加工硬化的比率更大。
1.2.合金6000系列
这些主要是作为积压部分常被使用。主要的合金元素是镁和硅。
这些热处理的合金被提供在T6或T5条件下,不常用在T4或T1的条件下。
通常说合金家族修整的属性在整个热处理的条件下是受限制的。虽说要通过冷处理而成型,加热将大大降低机械性能。(约40%)
更复杂的挤压形状在T1或T4的条件下,在T5或T6的条件之前老化硬化。这个案例,它的形成是有益的,在很短的时间里几天后的窗口在T1或T4的热处理方法,例如,材料通过冷处理硬化之前。如果要完成大规模的形状,可能在几分钟的跨度之后在T1或T4的条件下处理。
1.3. 合金7000系列
这些挤压通常在一些高强度的运输中应用,自动的和适于运动的设备。主要的合金元素是锌和镁。
挤压通常用于超越T5,T6和T7以外的条件。材料在人工制作之前,成型在T1和T4的状态下发生。更多复杂的成型在T4阶段完成,在到T6或T7阶段前,不久后解决热处理问题。
使用合金7000前,供应商强烈推荐先咨询。
● 2. 制造材质产品
制造铝合金的一般方法和通常用机器制造钢的方法区别不大。铝合金很容易制造。
然而,他们相对柔软应该被考虑进去,有必要使用特殊的工具避免损害铝的表面。来自铁的痕迹污染的风险,氧化亚铜还要避免引起局部腐蚀。有必要在风险低的环境中工作。
2.1. 存储
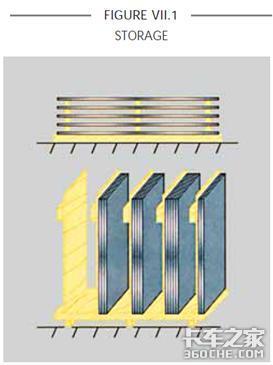
通过合金族把铝片分类,当厚度高于0.8毫米时,要直立存储。(见图VII.1)薄片(低于0.8毫米)应该被平放储存。
铝片不要直接放在地面上,即使有混凝土,要远离被溅到水,冷凝和恶劣的环境。
2.2. 选定
不应该使用画线工具,做出标记在高负荷下可能会在已完成的组件上留下痕迹。
指示线不必须要有预防措施。
作为一般规则,使用坚硬的铅笔做痕迹是明智的(例如5H),很容易看见,如果出错了很容易修改。
2.3. 切割形状
板材或鳄鱼剪能被直线切割。在低含碳量和相同的厚度下,剪切的频率应该或多或少的和切割非合金的钢一样。
锯是很普通的切割过程,对铝合金来说是很经济的。
2.3.1. 条纹锯
锯最普通的类型就是条纹锯。它是简单的木材条纹锯带有特别设计刀口的剖面折断并从铝的碎片和锯齿中移出。
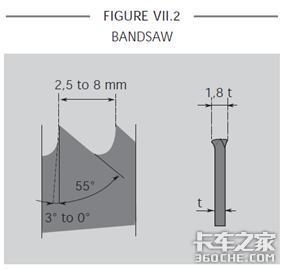
通过交替或锯齿的音节和净空角的定义而实现的。见图VII.2
铝用的条纹的锯特点如下:
E(厚度)=飞轮直径/1000
宽度=10到30毫米
齿距=2.5到8毫米;两个齿要保持总是在活动
润滑剂=脂或可溶性油
2.3.2. 圆锯
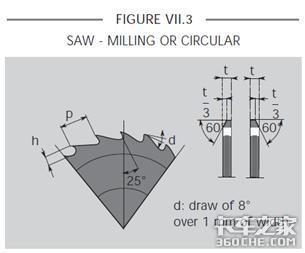
当有带纹的锯,锯间距与厚度的变化或被锯的区域,但切割的过程是极其特点的作用,使它与磨类似。(见图VII.3)
带纹的锯和圆锯,切割合金3000,5000和6000系列的切割速度如下:
HSS刀片:600米/分钟到1000米/分钟
硬质合金刀片:800米/分钟到1000米/分钟

便携式磨锯是一个直线切割产品高达20毫米厚的工具,能很好的提高速率。更适合使用6毫米甚至更低的厚度的拼图。拼图有很高的机动性,能切割复杂的曲线。
2.3.3. 流体的喷射
金属,包括铝合金在内,在高压下(3000栏及以上)可以减少使用水的喷射轴承磨损颗粒,(PASER 过程)。石榴石的颗粒,金刚砂,或其他被使用的矿物质。这个过程不影响产品的冶金条件,有多种用途。性能也非常好,合金厚度在1到100毫米能以3500毫米/分钟到30毫米/分钟的速率切割的最大厚度。
2.3.4. 等离子
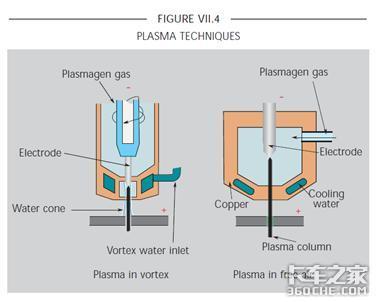
有两种等离子切割技术(图VII.4):
传统的等离子带有一些6度的草图
水涡等离子,带有很小的切割草图,2°的指令
与传统的等离子相比,水涡等离子设备大大增加了切割速度和减少滋扰因素,像烟,噪音,臭氧放电。然而这一过程要求大量的功率。在特殊的火炬形成等离子,惰性气体的移动以极快的速度被分离,在电弧的影响下实现电离子的状态。由于其高速切割(每分钟数米),它的质量和切割的精密度,和适用于自动化,底盘切割机能有很高利润的投资,即使是在短期的生产运营。
2.3.5. 激光切割
这一过程主要应用于自动化工厂。
更多的信息来自铝合金汽车手册(www.eaa.net/aam)。
注释:
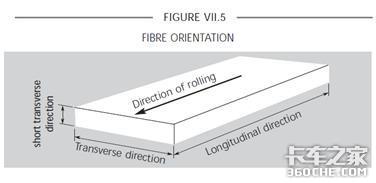
热影响区域的宽度小于1毫米的合金和总厚度。然而,开裂有时在短期横向尺寸被观察到,能增加两毫米的深度。见图(VII.5)产品的厚度,材料加工超过2毫米将恢复金属原有的品质。
如果切篇是为使用焊接,那么很显然不需要。
2.4. 边缘滚动
铝成型技术不要求特殊的设备。滚筒要干净而且要有很光滑的表面。
2.5. 弯曲
对于多重褶皱来说,孔应该被标记标记折叠线的交叉点,当折叠时避免引起裂缝。

铝不需要一些特殊的弯曲工具,传统的台式用于弯曲的机器或按压可以充分提供工具工作的部分拜托不合意的违规行为。
弯曲的半径作为一个功能的厚度被观察,在EN485-2标准中被给出。
2.6. 面临不可加工
弯曲,值得预防的措施从边缘删除全部的得分记号,有切割引起的,为了防止在深得变形点形成裂缝。
成型被执行在5754,5086和5083级(其他的在同一族)在退火或H111的条件下。在一些例子成型也许需要间级退火。在使用退火火炬之前这是可以做到的描述,脂作为温度指示器。间级退火能执行很多次,在塑性操作时;然而,小心可以避免退火金属,只有很轻的硬化工作阻止纹理扩大的风险。
● 3. 挤压的产品制造
通常在包装中材料被独特保护防止在运输中出现被摩擦的问题。
3.1. 存储
在原始包装下是最好的材料。和铝片在一起,他们不应该直接放在地上,即使是有混凝土,应该远离水花,浓缩液,恶略的环境,防止在存储中可能被腐蚀。
3.2. 切割

锯的过程被描述的适合切割铝合金材料。
3.3. 弯曲
材料的弯曲程度看产业的规模也许可以用不同的方法和手段。
3.3.1. 旋转中三点按压弯曲
当弯曲的半径与材料部分的高度相比较小也许可以完成。弯曲的精密度(回弹)和光学的一样不是很重要。通常用(大多数)液压机一个简单的工具执行。
3.3.2. 旋转中三点按压弯曲
这一过程通常用工具或按压机器来按压。转动也许能比在3.2.1中更好的按压工件,由于在工具和工件少了一些研磨滑动。
3.3.3. 压缩弯曲
滑动工具按照圆形模具挤压。挤压相对于定点不纵向移动。
3.3.4. 压缩卷形成的弯曲
与3.3.3相同,但旋转轮替换成滑动工具。剧烈的改革形成。通常在带有专用工具的形成卷的机器上形成。
3.3.5. 运转绘弯曲

大多数是在弯曲管的机器的标准下形成。
3.3.6. 在一个固定工具上拉伸弯曲(“摆臂拉伸弯曲”)
配置轮廓的两端紧紧依靠固定轴拉伸弯曲轮廓最终完成产品。在一些情况下,通过复合半径也许能形成弯曲。几乎所有截面的挤压将受到拉伸的压力在产量压力的限制下,也应用于工件的全部长度。这意味着弹回在全球影响很小,这是固定不变的,可预见的。这种方式下形成的封闭挤压,外墙将下垂。这也许通过在外墙的基本挤压是向外的酒桶型或插入一个弹性的材料而得到反驳。(例如,橡胶)。通过专用的工具的挤压或拉伸弯曲的机器而形成运作的。
3.3.7. 通过固定旋转伸展弯曲(旋转拉伸弯曲)
用这种方法挤压抓住两端,弯曲有一个轮廓超过一两个固定旋转(通常是两个)形成最终的形状。伸展带来的一个结果是,通过旋转轴的位置旋转也许可以得到有效的控制。
相对于传统拉伸弯曲方法的位置(3.3.6),开始在一端弯曲,挤压传到中间。主要弯曲产生的时刻是通过旋转模具形成的,通常工件是不变的。加工的特点通过低横向(剪切)的力量,因此低接触力量在挤压和不动之间。旋转拉伸弯曲能在专用的按压工具或单独的弯曲机器中可以实施。
3.3.8. 三维的拉伸弯曲
在固定或旋转的磨具(持续),挤压在两端,伸展成三位的形状(“在飞机外”)。用工具可以完成,运动是机械的定义,或在可编程工具或在机器。
3.3.9. 截面的处理
这个的形成通常是通过加工或按下专门的工具。
3.3.10. 部分挤压的机械校对
这个的形成通常通过在一个专用工具压缩伸展或扩张伸展。
3.3.11. 可实现弯曲半径
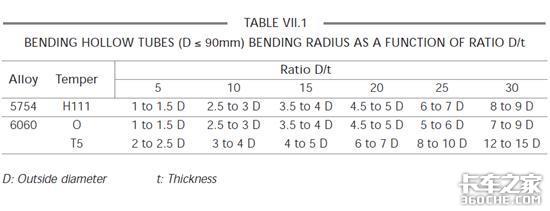
挤压实现的弯曲半径材料的几何形状有很高的依赖性并且很难遇见。因此最好是对标本进行测试。表VII.1为空心圆管的弯曲提供指引。如果需要小半径,在帮助弯曲之前用沙子填充管。
2011年9月快递收入为71亿 同比增30.6%
1-9月,邮政企业和全国规模以上快递服务企业业务收入(不包括邮政储蓄银行直接营业收入)累计完成1164亿元,同比增长22.8%;业务总量累计完成1167.3... 2011年10月20日关于我们 联系我们 工作机会 网站地图 企业账号申请 广告合作| iPhone客户端 / Android客户端| 手机版 | 意见反馈
营业执照增值电信业务经营许可证广播电视节目制作经营许可证经营许可证编号:京ICP证080575号 / 京ICP备09080840号 京公网安备11010502035781号
京公网安备11010502035781号
Copyright ©2009 www.360che.com All Rights Reserved. 卡车之家 版权所有



{kind=link}
{kind=link}