 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
来卡车之家App● 8.疲劳
8.1. 理论
当负载数目周期高,重复荷载的结构也许容易疲劳,即使当荷载在结构上有很低的压力。裂缝的发展开始疲劳失效,在同一个压力集中的点。随着连续重复荷载裂纹将增长,每个负载周期在一个失败表面的条纹都将显示出来。这个距离在条纹随压力范围和不断的增长速度之间。压力范围被定义为代数,与压力的峰值和在压力周期的低谷有所不同。在低压范围,裂缝渐渐增长,高压范围增长速度快。见图VI.5。

疲劳的设计的规则请见EN 1999-1-3.规则基于质量水平,请见EN 1999-1-3和EN 1090-3。

疲劳强度取决于:
细节设计的类型
压力范围
周期数
压力比例
制造的质量

总的(parent)材料的属性在实际结构和成分上对疲劳强度有很小的影响。对连接总材料的属性根本没有影响。对于板材,没有制造业挤压或仅有孔,剪口标准偏离在EN AW 7020和其他铝合金结构之间。
疲劳强度被视为SN曲线,有不同细节。全部细节类别在EN 1999-1-3有他们自己的SN曲线。典型的SN曲线在图VI.14显示。
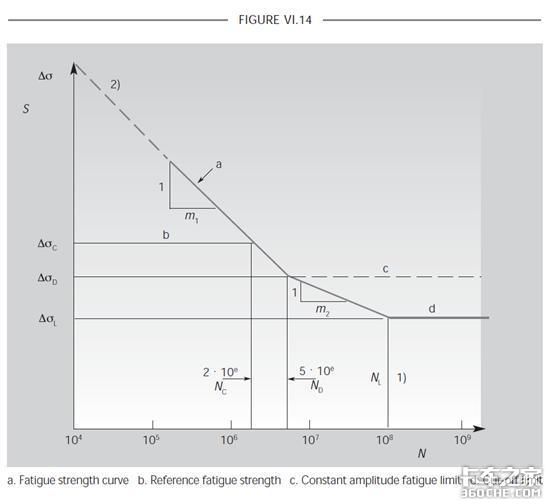
截止期限是指周期数(108)
低疲劳周期,这部分曲线也许不正确,其他被推荐的计算的方法(EN 1999-1-3的附件F),他将被检查,最大的设计压力范围,在最终期限状态不要拉伸的压力超过设计压力。
压力比率,R,是来自一个变量的振幅历史压力在一个恒定的振幅历史压力或周期派生最小压力的划分。一些例子与标准价值相比,有力的压力比将提升疲劳强度。引发远离与基础材料地的联系。这样将增加疲劳强度,R < +0.5.在简单的结构元素,起始地点在焊接处或者在机械固定连接处,剩余压力已经建立。考虑到任何提前的行动,或缺乏配合,它将增加疲劳强度,R < -0.25。其他一些例子,没有来自标准价值的改变。
一些典型的细节分类将显示在表VI.6。标的第一列显示的是详细数字的类型,第二列显示的事详细分类,第三列是草图同时显示初始位置,压力的方向,第四类是焊接类型,第五列是压力参数,第六列给人已批准的压力浓度,第七列是焊接特点,第八列是内部不完善的质量层,第九列是表面和几何不完善的质量层。质量层的要求在EN ISO 10042,附加的要求在EN 1090-3。
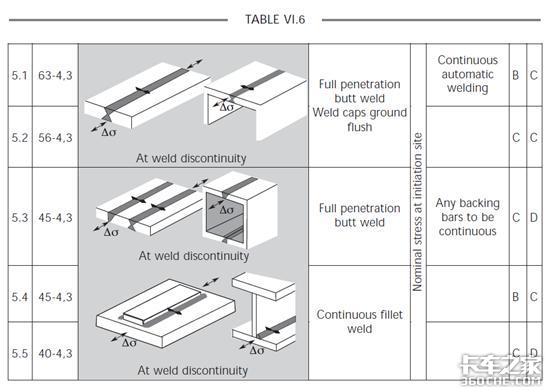
5.4和5.5是例子,取决于焊接质量,相同的细节有不同的疲劳强度。SN曲线对应的详细分类,显示在VI.15。
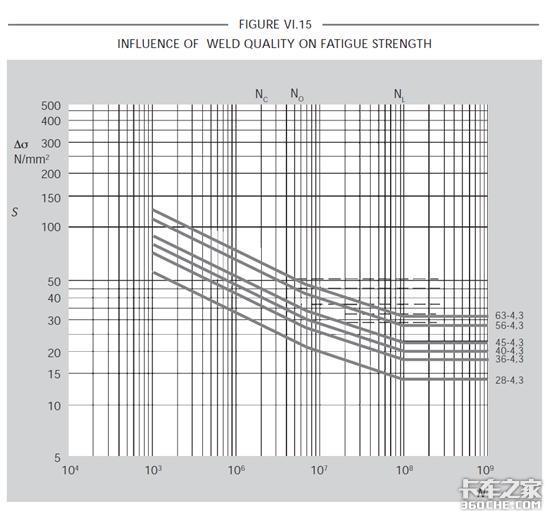
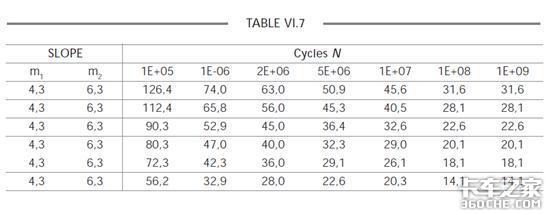
相同曲线的数字价值在图VI.7。
8.2. 实践:比较底盘好坏的解决方法

下面区域显示铝制拖车底盘显示好坏的解决方法。它将提到负载问题图VI.16有描述。
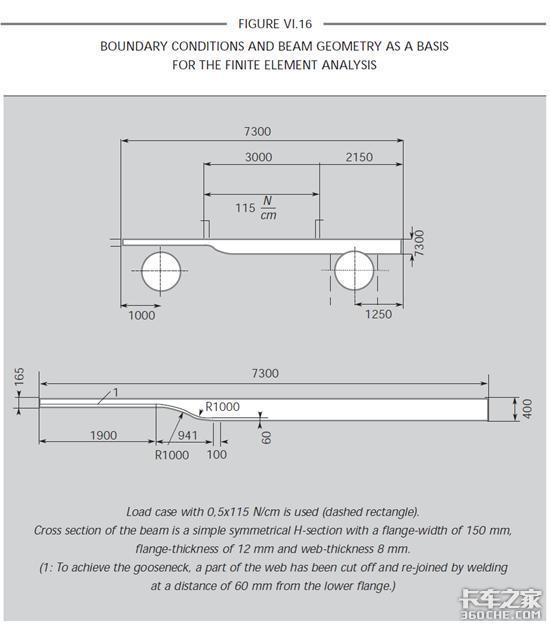
8.2.1. 鹅颈
底盘的鹅颈区域将是压力最大的部分必须很小心的避免这一问题:
避免所有焊接处,热处理,及近似的,法兰,是最重要的。
没有焊接和螺栓附件,近似的法兰在这区域。
没有突然性的材料厚度和属性变化在这一区域。很显然,强制捏造,或铺图纸,设计手册,焊接程序,质量保证手册,设计师的指导始终是制造的过程。
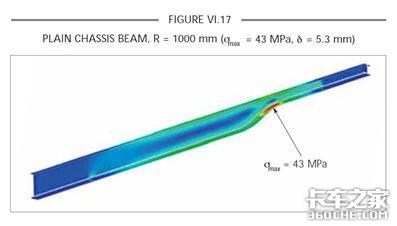
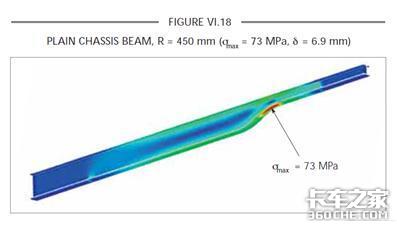
图VI.17, VI.18和6.19介绍一些例子,根据几何的“鹅颈”。(曲率半径)
一能看见在压力层增加大约70%,增加偏转大概23%。
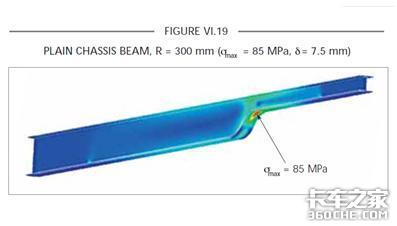
最终将减少50%的寿命,正常半径从450毫米减少到350毫米。如图所示,半径增加1000毫米将提供低压,平稳过度的演示很重要。
8.2.2. 穿孔
底盘钢筋的支撑架通常位于底盘的最高压区域,例,在鹅颈区域。因此,通过螺栓孔在底部的法兰穿孔也要避免焊接或接近法兰。
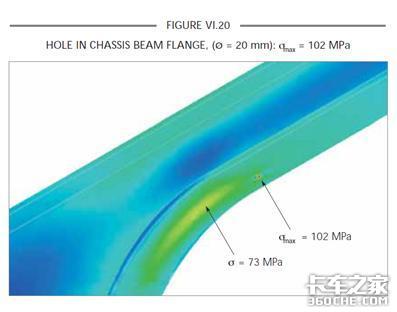
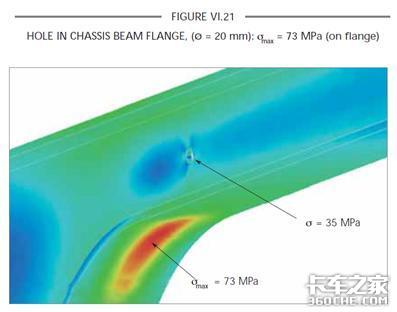
图VI.20和VI.21,射孔的后果与这一区域形成的网相比较。
寿命将相对减少>80%,由于在法兰的穿孔区压力集中的影响。穿孔的位置通过网,寿命将被减少。例子显示,远离beam最大的压力区域的位置很最重要。如果通过法兰穿孔是不可避免的,那么位置要尽可能的接近边缘(尽可能远离网)。注意,根据标准需要从边缘的最小距离,通常1,5φ–2,0φ取决于负载的方向,等。同时要注意,法兰(flange)的局部弯曲能力必须根据实际位置被检查。
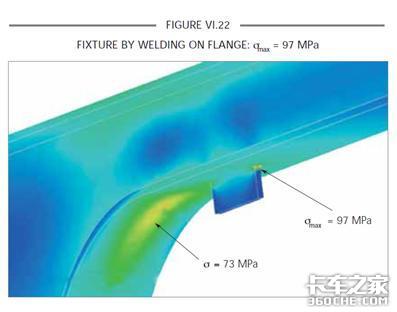
8.2.3. 焊接
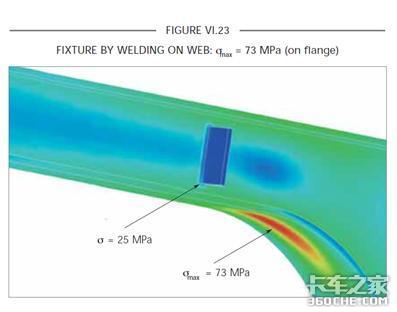
通过在beam焊接的网,钢筋是长使用的螺栓选择性之一,将完全可以接收焊接,避免或接近法兰(flange)(例,在beam压力最大的区域)。图VI.22和VI.23说明,焊接在法兰(flange)和网的结果。
通过焊接法兰,基于法兰在焊接区域压力的集中,钢筋的寿命减少>90%,由于加热减少材料的属性。

焊接在网的区域将不受寿命的影响。在这两种情况下,假定几何完美的焊接。在现实生活中,不完善是普遍现象,因此好的做工和处理焊接之后是需要考虑的。
● 9. 特殊设计问题
9.1. 运输危险物品的油箱(ADR)
运输危险物品的油箱必须根据协定和标准制造:
·ADR:运输危险物品的协定和标准要针对道路而定(http://www.unece.org/trans/danger/danger.html)
·EN 13094“运输危险物品的邮箱—工作压力不超过0.5块的金属油箱—设计和建造”
·EN 14025“运输危险物品的邮箱—金属压力油箱—设计和建造”
特别是,邮箱外壳的厚度(e)根据等价公式决定,e0是对低碳钢,Rm和A来说外壳厚度最小的,金属选择的拉伸强度和延长线。
保护邮箱防止损坏:
·圆截面的外壳≤ 1.80 m:
e0 = 3 mm
e 铝合金不能低于4毫米
· 圆截面的外壳> 1.80 m
e0 = 4 mm
e 铝合金不能低于5毫米
·对于其他的邮箱来说:
e0 =5毫米圆截面的外壳≤ 1.80 m
e0 =6毫米圆截面的外壳> 1.80 m
适合铝合金的应用被列在EN 14286标准下,“铝和铝合金-为储存而焊接轧制产品的邮箱和运输危险物品。”请见手册第V章,第6.4部分。
保护邮箱免受危害,一些合金被列在EN 14286,准许制造外壳e = 5.3 mm(符合Rm x A = 6600)甚至e = 5.0 mm(其他的Rm x A ≥ 7152)
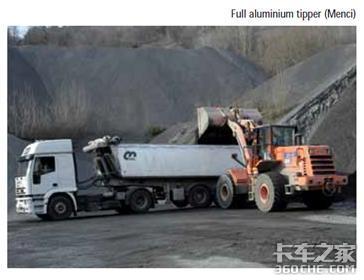
9.2. 翻斗车
9.2.1. 建造
翻斗车车身的拖车(或“倾卸的车身”)有两个不同的形式构成:
·结合板材和挤压成形(更多常使用的形式)
·挤压成密集型结构,拖车的全方位被加紧,或被焊接挤压成型。
其他形式是前些年想出的一个材料混合版本,用钢做底和铝做身和墙。(被螺栓在钢上)。
两个主要的翻斗类型是有区别的:
·矩形拖车
·半管拖车


独立于翻斗车类型,全部挤压的截面,材质的厚度被计算出:
·实际负载(压缩/拉伸)
·弯曲力(静态和操作倾斜中)
·其他力量,像剪切压力,偏转,弯曲
另外,被运输的产品类型应考虑在设计自卸车之中。这是由于事实上,负载被局部性的集中在一起,在一个小区域,跨越自卸车的底部可以被分的很均匀。
9.2.2. 磨损
磨损(或耐磨性)是经常被讨论的问题当它出现在铝制自卸车的时候。在每个交通问题上,很多对铝的耐磨性的不确定性因素和负载完全不同的类型几乎完全不可能找到一个完美的解决方案。
磨损不仅考虑到预算占实际材质或挤压厚度的比例,特别是材质的底部,而且要选择铝的类型。
9.2.2.1. 铝磨损的定义
磨损机制很复杂。当从第一个表面的(通常比其他的更难)材料切第二个材料时磨损通常发生。两个表面之间接触面积非常小,集中在表面的粗糙。通过这些点剪切力量转移,局部力量会很高。
磨损可以是消磨过程,磨损是相对固定一个面或是一个研磨过程,磨料滚落,产生系列缩进。
9.2.2.2. 影响磨损的元素
磨损条件可以从一个负载到另一个负载及其不同。因此不可能总是连接实际的硬度和工作硬化合金的耐磨性。它被发现在一个很大程度上,负载因素是个决定性因素。
软物品,像土豆,水果,甜菜和其他农产品等这些产品比矿物要少得多。在一些矿产商品的例子中,像石头,粉末,水泥,粉笔等,大小,形式(锐度),材料的硬度是迄今为止关于耐磨最关键的因素。(在实验室测试改变沙子的类型增加磨损35%)。
甚至磨损碎片的行为从而增加磨损的来源。
同时倾斜操作的数量被考虑在其中。拖车越是经常被倾斜,越经常会发生磨损。这个数字周期有一个线性函数当设置成大量铝材质失去质量。
通常情况下,自卸车经常为公司运输产品比他们原本制作和一个可靠的计算,算出铝底板的寿命不能被决定。
9.2.3. 选材
为自卸车底部选择材质是如今出现的一个具体问题,材料的可利用性和制造商具体生产的方法:
传统的底部板材有:
·5083 H32, H321, H34
·5086 H24
·5383 H34
·5454 H22, H24
·5456 H34
或其他,具体适用的类型。
● 10. 参考
·EN 1999-1-1 欧洲规范 9 铝合金结构的设计 Part 1-1 一般结构规则
·EN 1999-1-3 欧洲规范 9 铝结构的设计 Part 1-3 结构容易疲劳
·EN 1090-3 钢材和铝结构的实行,Part 3 铝结构的技术要求
·EN-ISO 10042 铝的电弧焊接接头 其可焊性的合金,质量水平指导不完善
·BS 8118 铝的使用结构 Part 1 设计实践的编码
·ADR:通过道路制定运输危险物品的协定
·EN 13094 运输危险物品的油箱—工作压力不超过0.5块的金属邮箱—设计和建设
·EN 14025 运输危险物品的油箱—金属压力油箱—设计和建设
·EN 14286 铝和铝合金—为储存焊接压制产品的油箱和运输危险物品
2011年9月快递收入为71亿 同比增30.6%
1-9月,邮政企业和全国规模以上快递服务企业业务收入(不包括邮政储蓄银行直接营业收入)累计完成1164亿元,同比增长22.8%;业务总量累计完成1167.3... 2011年10月20日关于我们 联系我们 工作机会 网站地图 企业账号申请 广告合作| iPhone客户端 / Android客户端| 手机版 | 意见反馈
营业执照增值电信业务经营许可证广播电视节目制作经营许可证经营许可证编号:京ICP证080575号 / 京ICP备09080840号 京公网安备11010502035781号
京公网安备11010502035781号
Copyright ©2009 www.360che.com All Rights Reserved. 卡车之家 版权所有



{kind=link}
{kind=link}