 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
来卡车之家App● 1.前言
虽然铝用于没有表面保护并使整个拖车自然,他很可能使用不同表面处理的方法来优化吸引力使拖车的外观视觉得到很好的效果。保护不受恶劣的干扰,为公司的logo或广告一些空间。
● 2.铝的潜在能力
有很多装饰的方法进一步完善铝的表面。虽然用于其他材料的所有方法都是可用的,特别要关注的是铝特殊的属性。在每一种情况下,特别是表面的柔软度和氧层的存在要注意考虑。有两个主要的方法来修饰和完善:
机械完善
-刷光
-抛光(或“擦光”)
化学完善
-阳极氧化
-油漆
现在,油漆是最常见的方法来装潢卡车和拖车。
● 3.机械完善
3.1. 刷光
刷光是修饰卡车和拖车最少使用的方法。它大多是出现在运输大量液体的游轮上。像刷光,抛光是在刷光的表面和铝表面之间,基于在耐磨效果上的。由于刷光是很艰难的一部分,摩擦的效果与铝的表面无关。使用旋转的刷光工具和机器来刷光。通常情况下,没有额外的刷光化合物或化学制品使用。

就像铝要处理的每一个表面,应用刷光过程之前要刷的部分需要清理要有适当的脱脂。清洁是移走多余的灰尘,污垢,油,乳液,刷光之前从压制过程中留下的残留物。防止在刷光过程中挤压表面的颗粒。确保外表相同,它有很大的优势,使用带有刷光的自动的过程并同时控制。
3.2. 抛光/擦光
抛光或擦光在北美市场是很常见的方法改善装饰表面。3个主要的方法供应:
·使用铝制镜和板材滚动在磨坊
·抛光/擦光的磨坊改善所期望的外观
·手工抛光
利用镜制的板材或使用已经磨光的或抛光表的优势,现场制作减少手工抛光的焊接缝或区域,再制造过程中已损害。当处理这些表时要非常注意,每个跟踪机器的缺陷是由于制造必须是手工打磨的。
镜子完成是在轧机中完成的通过使用特殊的轧制程序表面几乎不粗糙。这使得它的过程要求很高,必须十分小心采取可靠的措施和质量恒定。

抛光或擦光的的板材需要自动的生产线,带旋转抛光的表面被抛光,在同样的时间跨越整个版图的宽度。旋转抛光机有特殊的垫在它表面上,在抛光铝成分的帮助下抛光铝表面。抛光成分作为轻微磨练,移走铝顶层的表面,在表面粗糙的范围内被生产通过磨坊。
抛光的结果完全取决于合金的类型和韧度,表面坚硬,抛光粘贴的类型,机器的放置。(像衬垫的转速,压力和类型)。这是一个“反复试验”寻找按规范正确放置的方法。
在一些案例中,抛光之前,铝制板材应该被脱脂并清除一些灰尘油垢,防止磨损的颗粒到铝的表面。
相同的规则应用于手工的抛光。这个过程很难应用,大而广的经验达到满意和可再生的结果。在移除表面的灰尘或油脂后,手工过程开始和旋转抛光机并使用切割研磨。垫子应该是羊毛复合类型。抛光机的速度必须限制阻止表面的燃烧。抛光机应该被来回上下移动,确保表面磨损统一。由于垫子突然变黑,(由抛光残留物引起)。注意要进行常规的清理或更换垫子。粗糙的表面第一次抛光后,粘贴的类型要改变降低磨损。之前应用最后的抛光步骤,对再一次清理移动黑色残留物很有用,那些残留物可能被留在表面。手动抛光最后的结果因该像一个镜子,有一致性,有旋转标志,有黑色斑点,有发光的表面。
保持镜像表面始终是一个漫长的过程。使用清理系统是合乎情理的,曝光正常空气,导致抛光表面漂白。
● 4. 化学装饰
4.1. 阳极氧化是一个电化学过程,加强在铝表面的自然氧化薄膜。阳极氧化是在含有电流的硫酸溶液里完成的。自然氧化膜是因此形成的。达到一定厚度的氧化层这一过程是可以控制的。(范围在氧化膜的1000次之内)。阳极氧化不仅产生在最频繁的银色亚光表面,而且在同一时间可以增加厚度,抗腐蚀度和耐磨损能力。过程被应用在不间断的元件上,像铸造,挤压,板材或不间断的在卷板上。
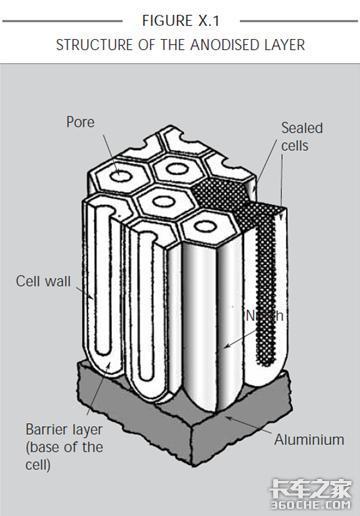
阳极氧化膜的结构是在过程中参数被决定的(池铁桨的类型,气流的应用等)包括六角形细胞。该细胞的中心包括带有微米直径的微孔。这些微孔的是密封的,确保突出抗腐蚀性。这是完成在使用密封剂下的沸水里的。(图X.1)
4.2. 油漆
4.2.1. 简介
油漆是商用车最常用的装修方式。由于铝表面的自然氧化膜,它是至关重要的对于粘接和耐久的有机物的涂层使用表面高效制备剂。因此不足以清洁裸铝的表面,脱脂之前喷漆。关键是移走自然氧化层,因为它妨碍油漆过程中粘合。
完成这个需要两个步骤:
化学预处理通过蚀刻(脱脂后或结合脱脂或蚀刻的过程)
铝合金脱脂表面使用液体脱脂溶液供应才能完成,比如,被涂料生产者。清理和脱脂的目的是:
·移除任何带脂的或带油的残留物,来自表面的泥土和灰尘的痕迹
·防静电

正确的使用脱脂液,需要用新鲜的蘸布先擦拭表面,然后用新鲜的,干的布擦拭它。铝具有两面的性质,意味着它能溶解在酸性和碱性的环境中。蚀刻商用车是应用蚀刻喷雾剂。碱性蚀刻是建立在腐蚀性,纯碱,硅酸盐,磷酸盐,碳酸盐和氢氧化钠的基础上的。集中氢氧化钠和蚀刻的温度在速度和速率上有很大的影响。蚀刻也可以以磷酸硝酸溶液为基础来完成。蚀刻树叶粗糙和水分多的表面。因此,必须用清水仔细清洗过后再进行蚀刻。(大约需要20分钟)
机械处理辅助的摩擦或爆破
完成削磨要在一个清洁并且脱脂的表面,防止油在铝上导致出现油漆的粘接问题。纹理的磨盘应该有120-180的大小。
爆破准许车辆有更多一致性的处理,到达的区域不能通过削磨机器的手册而完成。使用铁爆破研磨料是有必要的,像回收利用的金刚砂,由于铁能导致腐蚀问题的出现。爆破期间磨损率很低,在0.1毫米以下,因此和蚀刻有着同样的范围。
消磨或爆破后(也使焊缝角变得扁平,平面出现划痕)有必要通过空气压缩移动磨具的痕迹并在之后再次清理表面。
4.2.2. 底层涂料的应用
底层涂料应该被直接应用,之后进行表面的预处理防止氧化薄膜的重建或防止吸来任何灰尘在车辆较长的等待时间。底层涂料(或“清洗底层涂料”)被用来作为黏合剂保持必要的粘接力量在培养基(铝的表面)和油漆之间。他们也作为腐蚀抑制剂,当他们防止水蒸气扩散通过与铝直接接触表面的涂料。底层涂料制成的环氧基树脂非常适合前处理铝的材料,但需要彻底处理纯裸金属的表面。底层涂料通常被喷枪应用,洗涤涂层的厚度,或反映底层涂料层大约10μm。
4.2.3. 最终的涂层
完成最终涂层的应用有不同的方法,但是不管怎么说都不是特定的铝。在任何情况下,使用带有协调属性的油漆系统是至关重要的。油漆供应商的技术规则要严格执行。
最后的图层可分为2-3个层,带有或不带有填充料的使用。填充料需要不规则的平坦或增加涂层系统的厚度。
表面得配置,底层涂料表面是一个带有光滑研磨盘的地面。(粗糙度300-400)应用夹大衣前填充料也被地面应用。
油漆通常只适用于喷漆。要控制干燥时间和温度。它可能需要应用一个中间削磨的单一涂层。一个仓筒油箱拖车的典型油漆程序可以有:
·蚀刻/脱脂内部或外部通过在磷酸的基础上带有拘谨蚀刻的喷雾。
·清水冲洗残渣大概需要20分钟
·车辆的最终配置
·用手动消磨机器削磨油箱的表面,移动小范围表面的损害
·用除油剂和有机硅塑料清理和脱脂
·清洗油箱外部的底料涂层的使用。表层厚度8-10μm。
·在温室下烘干油箱(20°C)或将温度上升至80°C以上
·移动不对称的填充料;削磨填充料层
·用湿布擦拭去除污垢和灰尘
·应用第一层涂料(底漆或湿的填充料)合并为两层厚度为60-70μm。特别值得注意的是石头碎屑的区域。
·在最多2小时后底漆的应用在所需的颜色。最终底层的厚度是50-60μm。
·干燥顶层
轮廓挤压使用,例如,给拖车喷漆有两种方式:整体来说,拖车也可以着色或者轮廓分别被着色然后被组装。一般装潢规则提到的对这些建筑物的类型也是有效的。在任何情况下,充足的是必不可少的长期持续涂料装饰在表面运用好的制备作为对之前的提醒。油漆装潢问题经常涉及油漆或铝本身,但更不足的是前处理。
2011年9月快递收入为71亿 同比增30.6%
1-9月,邮政企业和全国规模以上快递服务企业业务收入(不包括邮政储蓄银行直接营业收入)累计完成1164亿元,同比增长22.8%;业务总量累计完成1167.3... 2011年10月20日关于我们 联系我们 工作机会 网站地图 企业账号申请 广告合作| iPhone客户端 / Android客户端| 手机版 | 意见反馈
营业执照增值电信业务经营许可证广播电视节目制作经营许可证经营许可证编号:京ICP证080575号 / 京ICP备09080840号 京公网安备11010502035781号
京公网安备11010502035781号
Copyright ©2009 www.360che.com All Rights Reserved. 卡车之家 版权所有



{kind=link}
{kind=link}