 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
来卡车之家App● 9.焊接前的表面处理

为了保证焊缝的质量,建议在对板材边缘进行用水喷射工序后再焊接,可以采用等离子或激光切割,这样既可以去除物质表面的粗糙,如较厚的氧化层和微裂纹,也可以避免焊接缺陷,如裂缝和氧化物夹杂的现象。当然,对于厚度超过10mm的钢板也应该做同样的处理。有一个极大的挑战就是针对很短的横面方向的缝隙处理,当然通过研磨去除2mm的缝隙,工艺加工是可以达到的。焊接金属必须保持在干燥的并没有任何油脂或其他产品的污染的环境下,蒸发掉在操作中的弧形。想要做到这一点,必须在生产前两天,将焊接件纳入生产车间。当存储区域的温度可能会低于生产车间时,可能会凝结。在焊接前,要对其边缘及周围使用脱脂溶剂,如丙酮或工业酒精,避免在形成弧的条件下产生有毒气体造成损失。当焊接物表面上的溶剂蒸发时,需要进行清理推荐用不锈钢钢丝(手工操作或旋转),室外焊接是不可取的,如果没有办法避免,那么必须对环境进行筛选。
● 10.质量监控
质量监控使得制造商要判断他们制造的产品的质量,有关焊接接头的等级质量更多的细节针对明确的缺陷的可接受的等级。
可接受缺陷的等级,有如下定义:
类型和负荷的方向(静态的和动态的)
登记和压力的变化
可能危害到的人
技术和财政冲击失败影响焊接结构
常规操作的检查和控制的可能性
10.1. 审批程序
程序在客户和供应商或加工商的自我管理之间具有合同性。焊工必须通过认证,符合EN ISO 9606-2的资格。焊接程序的说明必须依据EN ISO 15609-1, EN ISO 15612, EN ISO 15613和EN ISO15614-2。测试样品必须提交拉伸度和弯曲度的测试报告。弯曲测试很重要,因为他们发觉在非破坏性的测试上连接很难被识别,帮助实现一个很好的平衡参数是为了防止这些缺陷。
10.2. 检查焊接接头
检查焊接接头样式是理所当然的,这取决于焊接的工作率。
在制造车间,除了视觉检查外,可以进行以下的非破坏性测试(NDT):
染料渗透测试对鉴定泄漏物和突然出现的泄漏物是最有效的
焊接形状测试(几何形状)
放射线照相术,通常检测接头内部的缺陷(孔隙,裂缝,杂物)
超声波测试
这也许是在参考样书上检查一些破坏性的测试
检验方案包括:
焊接前检验的范围
检验的范围和非破坏性测试
非破坏性测试使用方法
根据EN ISO 10042的验收标准(质量等级)
10.3. 焊接缺陷和审批条件
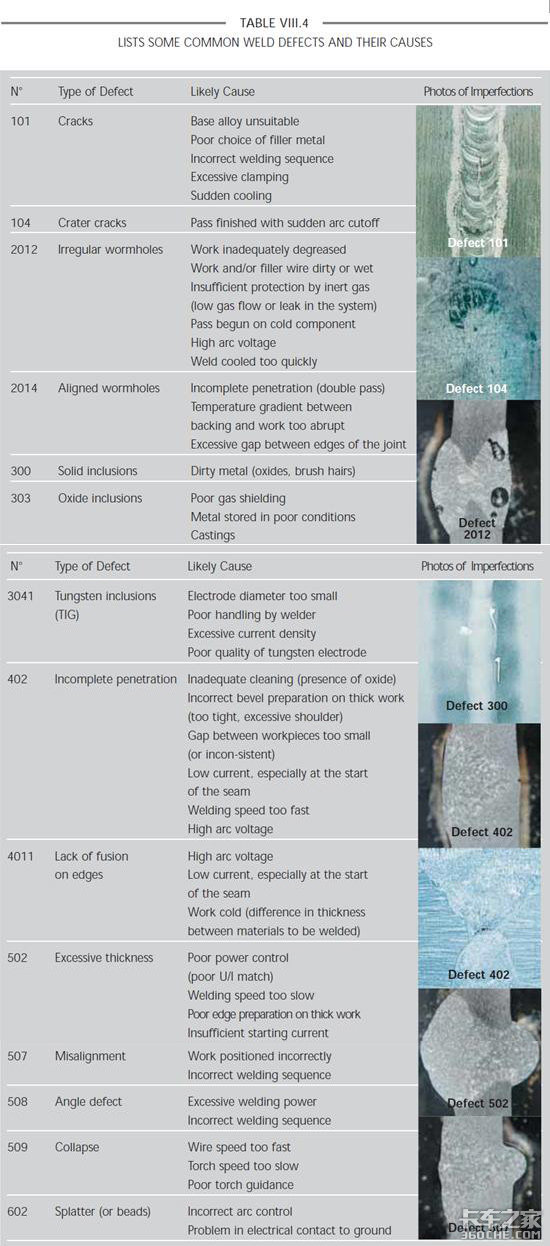
EN ISO 10042中给出了焊接缺陷和质量等级。
EN 1090-3中给出了质量等级选择的指导意见。
关于缺陷的国际系统命名已建立,EN ISO 6520-1中列出了六类不完善的:
100组:裂缝
200组:洞和“虫洞”
300组:固体夹杂物
400组:缺乏熔合并渗透
500组:形状的缺陷
600组:各种个样的缺陷
● 11.设计并防止变形
11.1. 变形的原因
在机器焊接结构,引起变形的原因:
11.1.1. 焊接的方向
众所周知的事实是大部分在焊接底部的珠子都会紧缩,这就是为什么大部分变形都会发生在底部。到目前为止,它是必不可少的方位焊接,有助于外面的焊接,以便尽可能释放相同的压力。否则,焊接面对的中间的组件,压力的收缩是被“困”的,变形将成为一个很大的结果。焊接结束防止裂缝造成的危险。
11.1.2. 冲压的效果
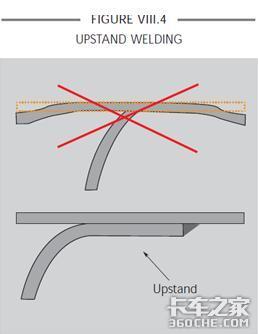
这通常是由于设计的错误。如果我们举一个隔离壁内部的一个槽的例子,隔离壁是必不可少的,无论是伸长的或旋转的。有一个向下的凸缘静止的平放的对着槽体,隔离壁被焊接在上面。这种方法应防止出现冲压的问题,由于焊接的收缩应该尽量减少变形。(图VIII.4)
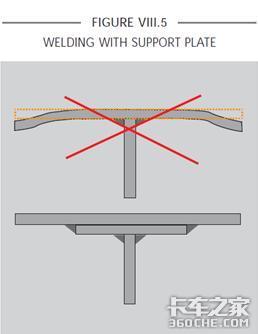
同样的,槽体变硬,那就必须在加强筋和槽的外壳之间放一个支撑板防止变形,由于焊接的收缩,影响冲压。(图VIII.5)在有强大的压力下,没有支撑板的情况下会变形。
11.2.解决方案
有很多解决方法解决上述问题。
11.2.1.挤压的应用
制造底盘使用挤压的方式是有价值得的,这对以下所述有帮助:
在装配的低压部分
使焊接消除变形
底盘的侧面通常是从两个挤压形成的法兰被制造的出来的。
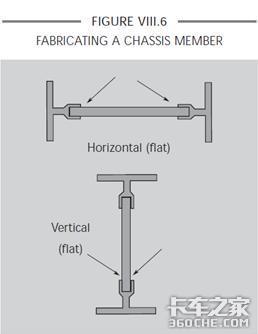
图VIII.6显示组装可以是自动的,带有两个焊接火炬的MIG焊接同时操作。
可能有两种对接方法,例如,同侧垂直或水平的。位置的选择将主要被规定通过焊接台的设计。当以测试水平支撑的需要对抗偏转角。
11.2.2 最后一步
这些位置必须固定的,这样才方便在焊接过程中装配可以自由伸长。“压缩”焊接,即防止其进行未预定的伸展,很好的增加了收缩工艺,从而为随后的变形奠定了基础。
11.2.3 预变形
一些焊接变形是可以移动的通过焊接在预变形区域,焊接后在这样一种方式下组装是正确的。如果通过夹紧金属在弹性区只有预变形,那么结果会很不稳定。因此建议通过在弹性区将金属弯曲在进行预变形。在这种形势下,结果将是可预见的,可重复的。
2011年9月快递收入为71亿 同比增30.6%
1-9月,邮政企业和全国规模以上快递服务企业业务收入(不包括邮政储蓄银行直接营业收入)累计完成1164亿元,同比增长22.8%;业务总量累计完成1167.3... 2011年10月20日关于我们 联系我们 工作机会 网站地图 企业账号申请 广告合作| iPhone客户端 / Android客户端| 手机版 | 意见反馈
营业执照增值电信业务经营许可证广播电视节目制作经营许可证经营许可证编号:京ICP证080575号 / 京ICP备09080840号 京公网安备11010502035781号
京公网安备11010502035781号
Copyright ©2009 www.360che.com All Rights Reserved. 卡车之家 版权所有



{kind=link}
{kind=link}