 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
来卡车之家App● 4.等离子MIG焊接
这一过程结合了理想状态下的等离子弧高融化能力的MIG过程,它的气体能很好的防护焊接池。结果是一个质量极好的焊接存在孔隙度。离子弧被保存在等离子圆圈弧形的喷嘴和工件之间。MIG弧形在等离子弧形的中心。两个弧形有相同的极性,高动能的等离子弧形摧毁工件上的氧气层。氧气层被机械的移走可以试行。这一过程很适合应用在对密封性和外表的高要求上。在第五章提到的一个预备的边缘的通道,可以应用在高达10毫米以上的焊接上。焊接速度比MIG快。
● 5.激光焊接
铝合金的激光连接发展的非常迅速和激光源不断增长的能量平行发展。一方面是二氧化碳的激光高达20KW甚至更多,Nd:YAG激光器的激光达到6瓦甚至更多。二氧化碳的激光束的方向是有限的,但Nd:YAG激光器激光的光纤准许激光束直接到焊接区。这特别是给焊接机器人很高的灵活性。铝的高反射率,使它在单独的地方有必要安装一个激光设备,在设备运行期间,没有人没有足够的视力保护这个入口。传感器发射信号需要运动控制激光束,反射受到的干扰很有效。加工主要用在薄的材料里(1–4mm),要加入工件必须非常合适,在汽车行业生产被剪裁的空白处。
焊接速度的实现高达12m/min厚度接近1毫米并且厚度在1.5和3mm之间速度是1-3m/min,与标准的弧形焊接相比较,激光焊接给予产品的组件减少几何变形和残余的压力,以及更窄的热影响区,直接导致高的工作效率,因此热量输入很低。激光焊接过程,对于铝合金来说能更好地填充金属丝。
● 6.激光MIG焊接
结合标准的弧形焊接加工和激光焊接,准许从两个加工过程的优势中获益。过程稳定,高焊接速度,增强桥接的能力。激光束运行比MIG弧形提前,但二者都集中在金属表面的同一点上。MIG火炬提供保护气体,比较好的氦的混合气体(70%)和氩(30%)被使用。这一过程对连续自动的焊接来说是理想的,在通道厚度高达10毫米,要求适合最多的工件被加入,纯焊接相对来说比较宽松。
相同的安全措施,就激光焊接来说应该被应用。
● 7.电阻焊
关于电阻焊技术,它虽然在汽车行业的应用比较广泛,但是在商用车行业内并不常见。因此,我们在这里并不为大家做过多的介绍,有兴趣的读者,可以查阅www.eaa.net/aam。
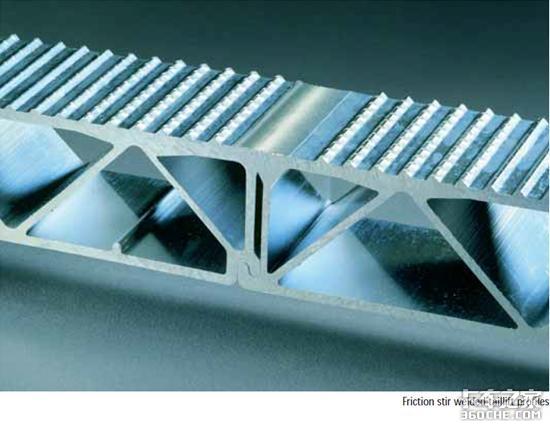
● 8.搅拌摩擦焊(FSW)
搅拌摩擦焊技术目前是摩擦焊领域的一大创新,目前于TWI(焊接研究所)开发,并且在欧洲、美国和澳大利亚进行了专利保护,因此任何人在使用这种技术时,必须从TWI取得许可证。整个焊接过程中,待焊金属获得能量升高达到的温度并没有达到其熔点,指状物形成工具,通过旋转和转动进入金属,转动的速度和重合的线一样在加入的两部分之间。供应的金属工具的摩擦需要热的能量提供温度。通过旋转,工具材料在焊接区的译文市创建焊接的塑料变形。加工可以使用焊接,重叠焊接,T区和角焊接。对于这些结合具体几何工具的设计是有必要的。加工可以使用在全部过程中,即纵向、横向、架空以及轨道摩擦焊。该工艺可以同时将被焊物的同一侧面制造为100mm跟50mm两种不同的效果。
工艺优势:
*生产效率高,即低的成本潜力
*不容易变形,即使焊接时间长
*通过疲劳,拉伸,弯曲的测试,有出色的机械性能
*无烟
*无孔隙
*无飞溅
*低收缩
*可以在任何条件下进行此工艺技术
*高效节能
*无耗材工具(一种工具通常可用于高达6000系列合金焊,焊接缝长度可达1000米)
*无填充线
*无气体屏蔽
*无需焊工认证
*耐受性强--可以承受具有薄氧化层的焊接
*批量生产中无需研磨,涂刷或酸洗
通过不断的研究和开发,搅拌摩擦焊功能的局限性在不断的缩小。然而,目前仍存在着工艺的局限性,主要表现在为了实现节约成本,将大量投资用在了高度可重复性上。为节省材料潜在的成本。工件必须除严格夹紧。背衬栏的要求(除了自动适应工具或直接对抗的工具除外)。在每个焊接的最后不能加入锁孔,需要金属沉积(例如角缝焊)。知道现在尺寸最大的设备可以处理长达20米以上的工件。
2011年9月快递收入为71亿 同比增30.6%
1-9月,邮政企业和全国规模以上快递服务企业业务收入(不包括邮政储蓄银行直接营业收入)累计完成1164亿元,同比增长22.8%;业务总量累计完成1167.3... 2011年10月20日关于我们 联系我们 工作机会 网站地图 企业账号申请 广告合作| iPhone客户端 / Android客户端| 手机版 | 意见反馈
营业执照增值电信业务经营许可证广播电视节目制作经营许可证经营许可证编号:京ICP证080575号 / 京ICP备09080840号 京公网安备11010502035781号
京公网安备11010502035781号
Copyright ©2009 www.360che.com All Rights Reserved. 卡车之家 版权所有



{kind=link}
{kind=link}