 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
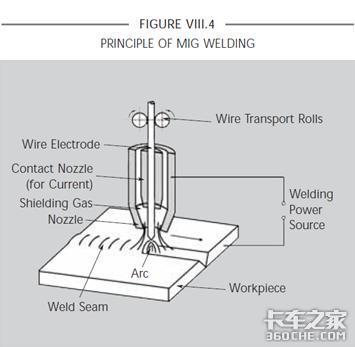
来卡车之家App● 3. 熔化极惰性气体保护焊
MIG焊接铝合金丝是电极和填充材料。由于耗尽了,从卷轴到焊接工具(枪或火炬)不是线圈的非自动化。焊接能量是受支持的,通过DC电源(平稳的电流)。连接是极性翻转,确保氧化膜被移走,同时,金属丝电极的融合。
一些MIG过程确实存在。。。
3.1. 手工熔化极惰性气体保护焊
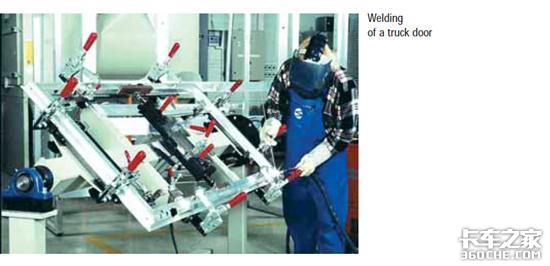
在这个手工版本的记载中,MIG焊接无疑是商业汽车产业中最常见的焊接形式,它运用高成本造出高质量同时令人满意的产品。
由于填充金属丝是需要消耗电极的,而且总是由卷筒自动给予供给,所以手工MIG焊接也被称为“半自动MIG焊接”
手工MIG焊接用于所有性质复杂的焊接,产品的规格和厚度与MIG焊接进程是兼容的,当自动化不用考虑利润时。
如果我们考虑一个片在槽子里的例子,焊接形成圆柱形部分。通过自动MIG焊接我们能看见制造纵向焊接,同时环形焊接连接从这一区域到另一区域,在相反的路程通常是用手工制作转盘。在MIG焊接手工或自动之间选择,将在很大程度上易接近。
3.2. 自动熔化极惰性气体保护焊
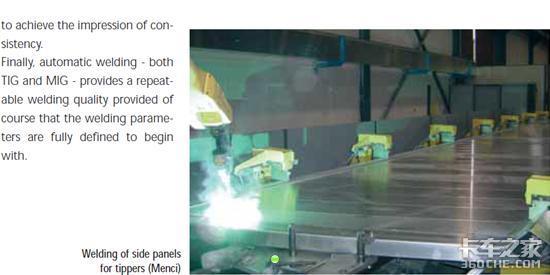
焊接火炬可自动引导。这通常用于长时间直焊接,一个自动系统是有益的。一个例子是,制造底盘的侧面包括“T”部分的焊接,任何一个中央板的边缘形成组合横梁的网。两个焊接通常是自动化的,同时避免变形的问题。自动焊接也是首选,外表有吸引力是合乎人意的。例如,将硬板焊接到车体的侧面。外观和焊接珠子的大小可重复实现一致性的感觉。
最终,自动焊接,TIG和MIG提供一个可重复的优质焊接,开始完全定义焊接的参数。
3.3. 平稳气流熔化极惰性气体保护焊
这么快和经济的过程准许放置一个大的单位之间内填充的金属。能量输入是这样的,工具炳焊接只能使用背衬栏生产,任意一个完全融入挤压的形态或短时间不锈钢,铜甚至铝移动的特征。由于相对较高的焊接速度,热效应区比TIG焊接要窄,装配的变形很少。
低于三毫米的薄的材料很难这样焊接因为弧的能量高。如果没有其他设备可用,厚度比较薄的填充金属丝也许可以减少能量输出,但之后提供的金属丝使得过程不够稳定,即使使用推拉过程。
在MIG焊接过程中,如果预组装的结构是有缝合的,这些短期运行必须要有相似的截面,作为第一个焊接的通道,被一些100毫米长的探测。生产焊接之前在截面上的焊缝通过机械方式被减少了(没有圆盘的磨),以便他们能与焊接的通道熔化,留下根部附近的瑕疵。
3.4. 脉冲气流熔化极惰性气体保护焊
改进MIG焊接过程已通过叠加脉冲气流在主气流上得以实现,物体保持在一个很低的平均值上,目前的水平不能提供稳定的弧线。
每次填充材料被转换,当前的焊接池都很高。(例如,每个脉冲一个金属)“寒冷期”的气流很低,确保弧形保持稳定。
这有三个运行方式:
只有开卷的进度只好被调整。电压和频率通过合理的电子电路被调整。
手动模式:所有的焊接参数是可调节的。
程序模式:每个可储存的参数根据生产要求使用。
脉冲MIG焊接的过程限制在产品厚度为2 < t ≤ 5 mm的范围内,垂直的角焊缝。
这一过程使得标准填充金属丝焊接材料厚度变薄了。当焊接池可以很好的被控制,工具柄的厚度达到5毫米,没有后盾栏可以被执行。另外,在上端的位置对垂直焊接很有帮助。机器最佳位置的放置比标准的MIG焊接的要求还要多,因为有很多定义的参数。由于工件的变形量,热效应区的宽度和MIG焊接是相似的。
缝合上焊接请参考3.3。
3.5. 金属线脉冲
厚度在1到3mm间,互补的选择“金属线脉冲”应该预先增加对“气流脉冲”描述,为了改进弧线的稳定。这个“金属线脉冲”引起双脉冲的气流信号,因此以高温输入。对于不同的T字接头的厚度,热量输入的分布,难以保持恒久不变的传统的气流脉冲。双脉动的电流在精准的接合处确保集中输入热量。
3.6. CMT—冷金属转移
CMT加工(冷金属转移)被使用,MIG焊接的厚度低于1毫米。当探测一个短的电路,这一过程收回金属线用以帮助分离液滴。立刻减少热量的输入,短的电路气流保持很小。
3.7. MIG焊接的边缘制备
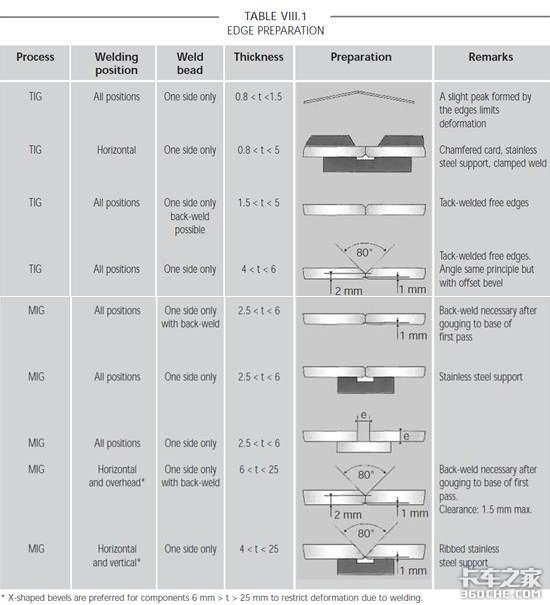
仅是最常用的例子在表VIII.1中,更多细节请参考EN ISO 9692-3.
3.8. 填充物的选择--焊条或焊丝
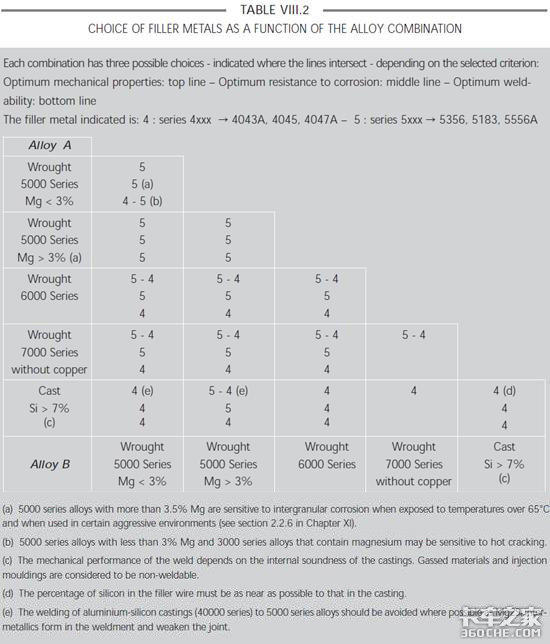
在第五章的合金列表中,大部分合金的可焊性和其之间的组合性是可以实现的。焊接所用的的材料跟金属板的化学成分不完全一致,材料中一般有4XXX系列和5XXX系列,即4043A,4045,4047A,5183,5356和5556A(详见ISO18273)。在表VIII.2中,我们给出了一套比较合理的焊接耗材的建议,同时提出了鉴别焊接耗材优劣的3个因素:实力的最优性,良好的抗腐蚀性和可焊性。选择焊接耗材时务必根据这三点进行选择,不同的耗材一般是各自密封包装的,当耗材被拆开一次后,通常要求保存在环境相对干燥的地方,因为湿度过大会对其表面的伤害较大,从而导致焊缝中气孔率的紊乱,影响焊接效果,如果焊丝长期的暴露在空气中,建议在使用前一天,将它转移到干燥的空间中处理,温度保持在80度即可。
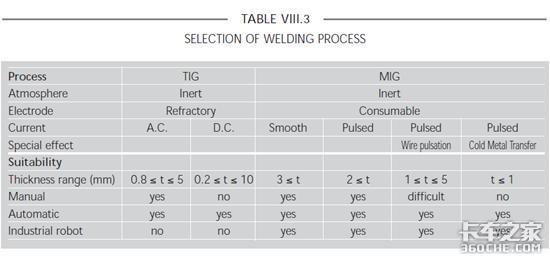
3.9. 焊接加工的选择
2011年9月快递收入为71亿 同比增30.6%
1-9月,邮政企业和全国规模以上快递服务企业业务收入(不包括邮政储蓄银行直接营业收入)累计完成1164亿元,同比增长22.8%;业务总量累计完成1167.3... 2011年10月20日关于我们 联系我们 工作机会 网站地图 企业账号申请 广告合作| iPhone客户端 / Android客户端| 手机版 | 意见反馈
营业执照增值电信业务经营许可证广播电视节目制作经营许可证经营许可证编号:京ICP证080575号 / 京ICP备09080840号 京公网安备11010502035781号
京公网安备11010502035781号
Copyright ©2009 www.360che.com All Rights Reserved. 卡车之家 版权所有



{kind=link}
{kind=link}