 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
来卡车之家App● 1. 前言
焊接是商用车制造商常用的接点方法,他们的主要部分,例如油箱,自卸车,翻斗车,底盘等等。在焊接期间铝不同物理和化学机械属性和那些钢相比较影响铝的具体行为。在有氧的空气中,良好的锚的氧气层在铝上面。金属底部这一层的熔点在2000°C,相对熔点间隔在630-660°C间的。焊接这一层的品质要删除或中止。

尽管实际情况,迄今为止铝的熔点间隔低于钢的。弧焊高热量的传导性,高熔点能量,铝要与钢有相同的能量。
铝的热伸长是钢的两倍,在凝固期间焊接池的容量缺失是很重要的,如果没有采取补救措施,造成接点的变形。极力的把变形减到最小,选择小能量的输入。
TIG和MIG弧焊是商用车制造商最常使用的两个加工。通过其他技术制作技术加工,例如,等离子,激光,电阻或搅拌摩擦焊和日趋多样化的半成品将促进焊接方法的应用,到现在已经很少有商用车行业在使用。
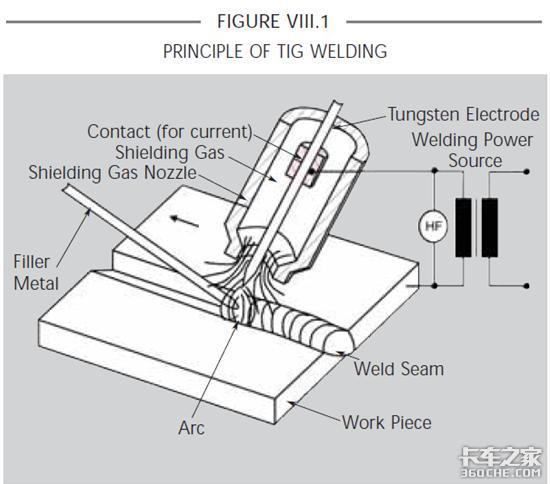
● 2. 钨极惰性气体保护电弧焊
在这一过程,电弧在制钨和制工件的耐熔电极之间是要被打磨的,同时惰性气体的罩,通常气体是氩,电极防护罩和保护抗氧化熔池。这一过程使用高频稳定AC电源。在消极时期,氧化膜远离,同时积极时期要确保渗透,冷却电极。TIG焊接适合厚度在1到6毫米之间的金属。
有一个TIG版的氦用于保护气体。这有助于在弧实现高温,但这需要直接电流带有不断的极性。脱掉氧化膜的影响比较弱,但焊接动力较高,产品10到12毫米厚可以单独和焊接相通然而这一过程对于自动焊接来说很严格。只由于保持弧的难点。恒定控制高度0.5毫米。
2.1. 手工钨极惰性气体保护电弧焊
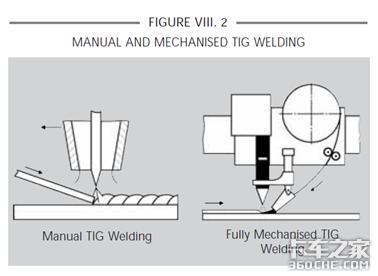
对手工钨极惰性气体保护电弧焊来说,填充材料是一种手持杆放进焊接池。手工焊接通常主要是对于小焊接,环形焊接和相对薄的成分。
2.2. 自动钨极惰性气体保护电弧焊
焊枪是自动控制的,如果使用填充,卷轴式自动的。对于焊接量大的,自动钨极惰性气体保护电弧焊是一个诱人的建议,尤其是当焊缝的后面没有通路时。

制造储藏压缩空气的设备是利用自动钨极惰性气体保护电弧焊的一个很好的例子。这些储藏设备包括板卷,直气缸的中心部分形成焊接,两端被焊接的很深。如果工具柄到中心没有任何支援,防止问题联系到保留水分。自动钨极惰性气体保护电弧焊可以使用简单的连接方式。从储存库的内部,通过氩的供应也可以支援焊接池。
2.3. 带AC的钨极惰性气体保护电弧焊
特别适合材料,焊接角厚度的范围在1-6毫米。完全穿透焊接可以没有其他的支持。执行焊缝之前附加的焊接可以不被远离。随着焊枪的改变,改变焊接方向很容易,不要求任何辅料。这个过程也可以用于MIG焊接平滑的表面。
焊接速度低于MIG的焊接速度,工作件厚于6毫米,预热是必须的。慢的焊接速度也要对更广阔的热影响区和装配时更大的变形负责。
角焊缝需要达到完全渗透,不缺乏与根部的结合。油箱和筒仓产品,焊缝在垂直向上的位置,TIG焊接的两侧,有很好的品质,提供两个运营商的控制过程。
2.4. 带DC的反极性,TIG焊接
这一过程弧的长度低于1毫米,理想的是0.5毫米,意味着主要用于机器焊接。手动操作长度很短,可以在实践中执行。焊缝前这样的应用是焊接的集合。这些缝线的小截面就是这样,他们完全融化了,而塑造MIG的第一个通道在它之上,你需要通过机械方式减少截面。这一过程氧化膜的去除很弱,因此在焊接之前有必要通过机械方法减少氧化层。
2.5. TIG焊接的边缘配置
EN ISO 9692-3这个信息给的很全面,在整车制造的典型环节以便我们指出一些例子。(表VIII.1, p. 115)
避开锋利的边缘,尤其是在焊缝的根部,在焊接之前所有的边缘要仔细的去毛刺。取而代之的磨盘,磨的工具应该被使用,因为盘表面的余渣,可以导致焊接的多孔性。
2.6. 填充线或杆的选择
请见3.8部分
2.7. 焊接加工的选择
请见3.9部分
2011年9月快递收入为71亿 同比增30.6%
1-9月,邮政企业和全国规模以上快递服务企业业务收入(不包括邮政储蓄银行直接营业收入)累计完成1164亿元,同比增长22.8%;业务总量累计完成1167.3... 2011年10月20日关于我们 联系我们 工作机会 网站地图 企业账号申请 广告合作| iPhone客户端 / Android客户端| 手机版 | 意见反馈
营业执照增值电信业务经营许可证广播电视节目制作经营许可证经营许可证编号:京ICP证080575号 / 京ICP备09080840号 京公网安备11010502035781号
京公网安备11010502035781号
Copyright ©2009 www.360che.com All Rights Reserved. 卡车之家 版权所有



{kind=link}
{kind=link}