 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
来卡车之家App● 4. 钻孔
对铝合金钻孔是很简单的操作但提倡小心的削,钻的抛光,相对柔软的铝合金通常被商用车的制造商所应用。如果不够尖锐导致钻头弯曲或扣紧,它将撕裂金属附近部分已经被钻的孔。
以下类型的钻可用于钻铝合金:
标准的螺旋钻—是最常见的类型
直槽钻
枪钻
半轮钻或三分之一圆钻
4.1. 螺旋钻
有坚实的梯度,螺旋角必须是40度同时一点的角在120度到140度之间变化根据颈部的形状,后角8度。
螺旋钻的其他特点如下:
切割速度每分钟30到80米,依靠速率和所需质量,非常精准的孔的理想速度是30米每分钟
普及率有由钻头直径来定义,2毫米的钻头直径每转0.05毫米,30毫米的钻头直径每转0.3毫米。
可溶性油冷却
点的高度:这必须超过被钻材料的厚度
4.2. 直槽钻
钻的速度有利于清理碎片,中度硬的铝合金比螺旋钻更有效果。四个气缸证明阻止孔的“支撑三角”提供钻的引导。
4.3. 枪钻
这个类型的钻对于20甚至20以上的大直径的孔来说更好,同时对钻孔的堆叠也好。钻孔的条件和螺旋钻的标准是一样的。
4.4. 半圆或三分之一圆的钻
这些钻主要用于单调的操作。实现直径的精确性用一些0.02毫米工具:
切割速度在每分钟10到15米
前进速度是每转0.05毫米
切割油的冷却
● 5. 出渣
当其他的连接技术不适用,就要使用铝的线程。如果操作铝的线程技术,应该注意的是线程的长度是目标。
线程的长度是线程大直径的1到2倍,必须依赖应用,合金和材料的韧度要一样。比如,需要线程长度在T6范围内高强度的合金6000也许是大半径的1.2倍。相反的,一个柔软的合金需要更长的线程长度。
这有两个出渣的方法:
通过排碎片
通过倒转
5.1. 排碎片
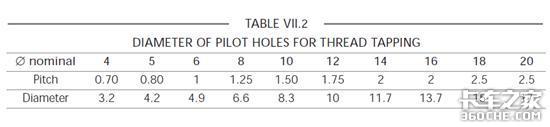
带有直螺纹的水龙头,应该避免占用侧边的金属。表VII.2,给出了5000,6000系列出渣的铝合金测试孔的直径。这些合金测试孔的退火条件要比表VII.3,铸件12的大3-5%,含更多百分比的含量小于约2%。
切割速度依靠机器的变化在每分钟10到50之间。夹紧水龙头的方法,不固定的或在夹盘里。完成冷却需要切割油。
5.2. 倒转
完成线程通过带有圆形多边形的金属龙头的可塑变形,没有切割楔。
测试孔的直径要依锯所需的线程深度,要钻的准确。倒转的速度每分钟能增加50米,冷却的完成需要有切割油。
出渣通过导致提供铝合金的一些优势:
水龙头有很长的寿命
增加硬度的线程,抗撕能力和抗疲劳强度好
没有碎片
5.3. 线程的嵌入
通常线程的嵌入可以用M2到M68的直径(表VII.9),当拧铝合金,装配需要被屡次的被拆卸。以弹簧的形式嵌入制成卷的电线,由不锈钢制成金刚钻的部分。
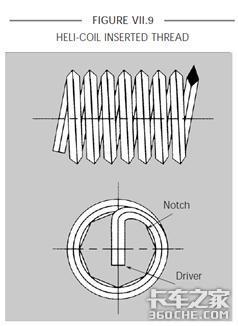
线程也可以使用。有一两条线夹住螺丝钉侧面的线程,抵抗动态松动压力的影响,振动或热冲击。钻孔使用麻花钻可以完成,但出渣要用特殊的龙头完成。全部碎屑和切割液体在嵌入装配前要离开孔。
手工的充气工具嵌入线程,车间司机握住线程两端的顶部。这样能在破裂后重新修正。线程嵌入也能用来修理铝制的水龙头,被磨损或在制造过程中不合格的。
● 6. 深冲压
深冲压主要用于汽车行业。
技术上的更多信息请见铝的汽车手册,http://www.eaa.net/aam/
● 7. 旋转

旋转技术是形成在商用车行业的制作一些部件,例如油箱两端。
7.1. 旋转的优势
用于旋转的工具很简单,所需的形式是基本内部形状。然而生产时间能升至20甚至更长的拉伸。
结合成本的计算的工具和生产成本显示短期运行旋转式竞争力。
7.2. 旋转空间的直径
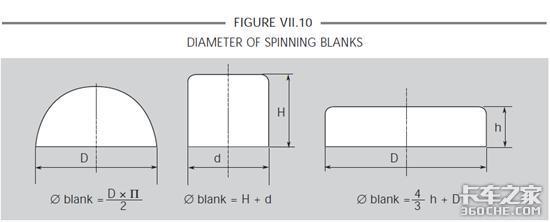
三个公式是用来快速确定常见空间的直径。(图VII.10)旋转,空间的直径好的部分比他的拉伸来比不太重要,材料的花费指示了形状的优化性。一个简化的计算对蓝本来说是足够的。
2011年9月快递收入为71亿 同比增30.6%
1-9月,邮政企业和全国规模以上快递服务企业业务收入(不包括邮政储蓄银行直接营业收入)累计完成1164亿元,同比增长22.8%;业务总量累计完成1167.3... 2011年10月20日关于我们 联系我们 工作机会 网站地图 企业账号申请 广告合作| iPhone客户端 / Android客户端| 手机版 | 意见反馈
营业执照增值电信业务经营许可证广播电视节目制作经营许可证经营许可证编号:京ICP证080575号 / 京ICP备09080840号 京公网安备11010502035781号
京公网安备11010502035781号
Copyright ©2009 www.360che.com All Rights Reserved. 卡车之家 版权所有



{kind=link}
{kind=link}