 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
来卡车之家App做一个帅气的卡友很累,这点我真的深有体会。
笔者最近看到了集瑞联合卡车的生产工艺视频,震撼之余,对其中工艺流程做粗浅解读,与各位分享。

一辆重型卡车的诞生,要经过几百到工序,其复杂程度要远高于轿车。一条先进的现代化生产线,其装配过程是极其精密准确的,当然更震撼人心。汽车生产分为四大工艺:冲压、焊装、涂装、总装。下面,就让我们跟随着集瑞联合卡车生产工艺视频,一起来了解一辆重卡是如何诞生的。
一、冲压
1.1.开卷
其实这个视频中的冲压工艺省略了很多内容,最开始的工作应该是给钢卷开卷、下料,然后才是冲压。用来生产驾驶室的钢板,通常是冷轧板,是以钢卷的形式从钢铁厂运输到重卡的冲压车间的。通过开卷设备,将成卷的钢板打开,以便于使用。
1.2.下料
下料是非常重要的工作,将一整张钢板切割成合适的小块钢板。这需要经过精心设计,保证能够充分利用每一寸钢板,尽量减少浪费。当然,每块钢板的下料尺寸从都是按照零部件的需求设计和计算的,不但要减少浪费,也要适合冲压模具,保证钣金件的质量。
1.3.冲压
联合卡车的视频中,正式从这一道工序开始的。说到冲压,不能不提模具。不要小看车身钣金件的冲压模具。这是保证产品质量与性能的第一道工序,也是最重要的工序,是将设计图纸变为现实的重要手段。模具的质量和设计水平,直接决定了车身的质量。
每一个钣金件,都需要若干道冲压工序才能最终成型,每次冲压都需要一套模具,简单的零件可能需要一两套模具,结构复杂的钣金件可能需要五六套模具才能最终成型。拉延、翻边、冲孔、整型、翻孔、修边、包边……在冲压模具上可以实现几十种工艺。而不同厚度、牌号和表面处理的钢板对模具有着不同的要求。现在的高端重卡上广泛应用高强度钢板、镀锌钢板、激光拼焊钢板,这都对模具提出了更高的要求。
模具的结构非常复杂,模具的设计考验着模具设计师的智慧和经验。同样的钣金件,不同的设计师可能会有不同的冲压工艺方案,但是用最少、最合理的工序,做最完美的钣金件,才是最佳的选择。
模具的生产周期很长,需要前期的3D设计,模拟分析,再铸造、铣型,经过反复的试压与调整之后,才能最终定型。通常一套成熟的高水平模具,都需要半年以上的开发时间,这还是顺利的情况,如果有较大改动,甚至重制,则需要更多的时间。所以如果某厂家说我们只用了十几个月就开发了一款全新的车型,那就绝对是不负责任的。另外模具的生产成本很高,一辆重型卡车的驾驶室大概有大小500个以上的钣金件,而生产这些钣金件的模具恐怕要多达几百套,总成本上亿。

00:35:模具冲压钣金件
二、焊装
焊装就是用焊钳将冲压出来的钣金件焊接在一起,因为这也是个装配的过程,因此用焊装比焊接描述更加准确。
2.1.分总成焊装
重卡的驾驶室又称作车身,在没有涂装之前,也叫做白车身。重卡车身是由六个面构成的,地板总成、左侧围总成、右侧围总成、前围总成、后围总成、顶盖总成,再加上左右两个车门总成,一共八个大的总成都需要分别焊装。
在分总成的焊装过程中,需要涂上点焊密封胶,一方面可以起到密封的作用,因为很多位置在驾驶室完全焊好之后是没有办法涂胶的,比如焊缝内部和腔体内部等;另外一方面可以保护焊点,在焊接的时候不至于被强大的电流高温氧化,防止焊点锈蚀。

00:42:集瑞联合卡车驾驶室的地板总成。
2.2.车身整体焊装
各大车身总成焊装之后,就要将它们组合在一起。通常是需要在焊装线上完成的。先将地板总成放置到焊装线上,然后分别拼装上前围、后围、左右侧围、顶盖。而这个过程全部由焊装机器人完成。因为几百公斤重的总成不可能通过人力搬运,人无法胜任,也无法满足精度,并且十分危险。而焊装机器人可以判断驾驶室的结构,然后根据设定好的程序进行抓取、安装、焊接。很多机器人动作协调、并且没有干涉,非常高效、精确的将各总成焊装到一起。几千个焊点,每一个焊点都十分精确可靠。
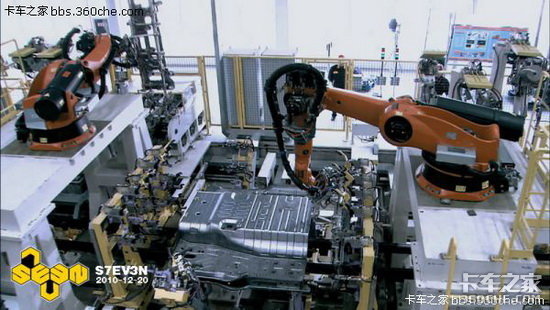
01:03:机械手臂将前围总成放置在夹具上,经过定位和固定后,将其与地板总成焊接在一起。

01:16:后围总成已经焊上,两个巨大的机械手臂将两个侧围总成安装到位。这是整个驾驶室焊装过程中重量最大的两个总成。

01:26:最后将顶盖焊装在驾驶室上。通常焊装顶盖的焊钳都是最大的,重达几百公斤,长度接近两米。焊装设备需要大量的资金投入。到了这里,也许你会明白为什么有些驾驶室使用玻璃钢顶盖而不是全钢顶盖了吧?不但剩下了顶盖本身的差价,还剩下了投入焊装设备的投入。当然安全性能是无法与全钢驾驶室相比的。

01:30:当顶盖焊装完成之后,一个重卡驾驶室的白车身就完成了。将进入下一道工序。
2.3.装配车门
车门是另外的分装线焊装而成的,车门内外板的结合还需要用到包边模具。而在车门的焊装过程中,需要在缝隙处涂上密封胶,在折边处涂上折边胶,并在车门内外板内侧预置隔振胶,确保密封性能和隔振性能。

01:45:当车门焊装完成后,就安装到车门框上。

01:48:用三坐标测量仪监测驾驶室精度。驾驶室在设计过程中,车身上的每一点都是有精确位置的,用三坐标测量仪监测关键位置的坐标,与数模比对。当然不是每个车身的都需要做监测的。当生产状态稳定后,自然可以保证产品质量。对于重型卡车而言,集瑞联合卡车0.3mm的精度,算是比较高的了。
三、涂装
涂装,可以简单理解为喷漆。然而对于量产的汽车而言,涂装的过程非常复杂,喷漆只是涂装过程中的一部分。
3.1.手工预处理
车身在进行涂装之前,需要进行预处理,然而自动化程度再高的涂装生产线,也需要有手工预处理的工序。毕竟很多问题机器是无法发现的,只有经验丰富的工人,才能发现每一瑕疵,在涂装之前进行处理。手工预处理的工作主要包括:除锈、除残胶、清理杂物等。

01:56:联合卡车的手工预处理工位。巨大的日光灯阵列保证没有影子,任何一个微小的瑕疵都无法逃出工人的火眼金睛。
3.2.清洗
为了保证涂装效果,车身需要经过严格的清洗,将一切杂质、锈迹、油污统统处理掉。当然涂装对于车间内的清洁度要求都相当高,所以涂装车间不是轻易就可以进入的,一般不允许参观。工人们进入涂装车间,也需要穿上专用的防尘服,戴上鞋套,穿过长长的风浴走廊之后,才能最终进入涂装车间。
通常车身涂装前需要多次水洗,一般包括:预水洗、预脱脂、第一水洗、第二水洗、表面调质、磷化、第三水洗、第四水洗、纯水洗等。
02:12:联合卡车的白车身需要历经10重水洗,这并不夸张。
3.3.电泳
电泳是利用电泳的原理,在白车身表面泳上一层致密的漆膜,这就是车身的底漆。电泳漆与车身金属结合紧密,也是其他漆膜的附着基。电泳漆质量的好坏,直接决定了驾驶室的涂装质量。目前较为先进的电泳工艺,是阴极电泳。
电泳最重要的设备是电泳槽,电泳槽内有着成分复杂的电泳液。当然,每个厂家的电泳液配方都是最高机密。除非这个厂家落后到没有电泳工艺。电泳液也是非常昂贵的,但电泳液非常不稳定,因此需要不停的搅拌、通电。所以其他生产工序可以停工断电,但是电泳是绝对不能停的。汽车厂商也要有应急的发电机组,一旦发生停电的特殊情况,自行发电。电泳槽内的电泳液也需要经常的清洗和更换,费用惊人。

02:16:集瑞联合卡车的电泳工序。自动链带着车身,将整个驾驶室浸入电泳槽中,反复摆动几次,让整个车身的内外每一寸地方,包括腔体内部,都充满电泳液,充分电泳。

02:19:整个驾驶室全部浸入电泳液中。相对于轿车而言,重型卡车的涂装成本更高,电泳槽更大。当然,有些重卡厂商设备落后,电泳槽容积有限,无法将整个驾驶室浸入电泳液中,所以驾驶室在涂装过程中是不安装顶盖的,等驾驶室本体完成电泳之后,再安装顶盖。这样的工艺将会严重影响涂装质量和密封性能。

02:22:经过浴液重生的联合卡车驾驶室,已经在表面上泳上了一层致密的电泳底漆。

02:24:电泳之后,和电泳之前一样,要经过反复冲洗,将车身上残留的电泳液去掉,最后还要将清洗的水也吹掉,为下一步涂装做准备。
3.4.烘干
电泳之后,需要进行烘干。驾驶室通过温度高达200度的烘干室,进行烘干。烘干之后,用巨大的鼓风机对驾驶室进行强冷,使驾驶室的温度迅速降低。
3.4.涂胶
对于重卡驾驶室而言,密封性非常重要。好的重卡产品,其每一条焊缝的内外都要涂焊缝密封胶,确保每一条焊缝都具有良好的密封性能。地板上要贴上阻尼胶和发泡材料,提高车身的隔音隔振隔热效果。而在地板下面,需要涂上防石击涂料,也就是轿车所说的“地板装甲”,可以在车辆行驶过程中,防止小石子对车身地板的伤害,隔绝噪音。
3.5.喷漆
经过复杂的准备工作,终于到了喷漆的工序了。先进的涂装生产线,都用涂装机器人进行涂装。同焊装机器人一样,涂装机器人都是按照预先设定好的动作来进行喷涂。多个机械手臂配合,确保每一个部位都能喷涂到位,并且漆膜厚度均匀。涂装机器人还可以根据生产线的排产安排,根据订单的不同选择颜色,为每个驾驶室涂上不同颜色的油漆。
当然,高品质的驾驶室,是需要多次喷涂的,通常有中涂、面漆、罩光漆等多道油漆。

02:35:联合卡车的涂装生产线,用的是德国机器人。目前国内拥有自动涂装生产线的汽车厂家,差不多都是用的德国机器人。中国在生产设备方面与国外还是有着很大的差距的。即使我们能够造出世界上最先进的汽车,也还是要用国外的设备来实现。
3.6.烘干
喷了油漆之后,需要经过高温烘烤,让漆膜紧密的附着在车身表面。

02:46:经过高温烘烤之后的联合卡车驾驶室,新鲜出炉了。
驾驶室完成涂装之后,即将进入总装配车间。后面的内容更精彩,敬请期待!
2010年11月快递量达2.3亿 同比增32.4%
2010年1-11月,邮政企业和全国规模以上快递服务企业业务收入(不包括邮政储蓄银行直接营业收入)累计完成1153.9亿元,同比增长17.6%;业务总量累计完... 2010年12月04日关于我们 联系我们 工作机会 网站地图 企业账号申请 广告合作| iPhone客户端 / Android客户端| 手机版 | 意见反馈
营业执照增值电信业务经营许可证广播电视节目制作经营许可证经营许可证编号:京ICP证080575号 / 京ICP备09080840号 京公网安备11010502035781号
京公网安备11010502035781号
Copyright ©2009 www.360che.com All Rights Reserved. 卡车之家 版权所有





{kind=link}
{kind=link}